咨询电话:0516-85781718
简体中文
网站首页
关于我们
荣誉资质
产品体系
网架设计
索膜结构
不锈钢网架
管桁架
网架结构
工程案例
网架工程
钢结构工程
管桁架工程
加工车间
新闻资讯
在线留言
联系我们
网站首页
关于我们
产品体系
工程案例
加工车间
新闻资讯
在线留言
联系我们
关于我们
免费设计 13338973218
江苏昆仑钢结构网架工程有限公司
江苏昆仑钢结构网架工程有限公司是一家以钢结构、网架、不锈钢网架、管桁架等工程设计、制造及安装于一体的企业,具有钢结构工程专业承包资质。 公司有注册结构师一名,一级建造师四名,二级建造师六名,技术管理人员20名,丰富的从业历程,严苛的质量监管体系,专业优质的施工技术。公司占地面积约3万平方米,具有网架(壳)计算设计软件SFCAD,钢结构及…
查看详情
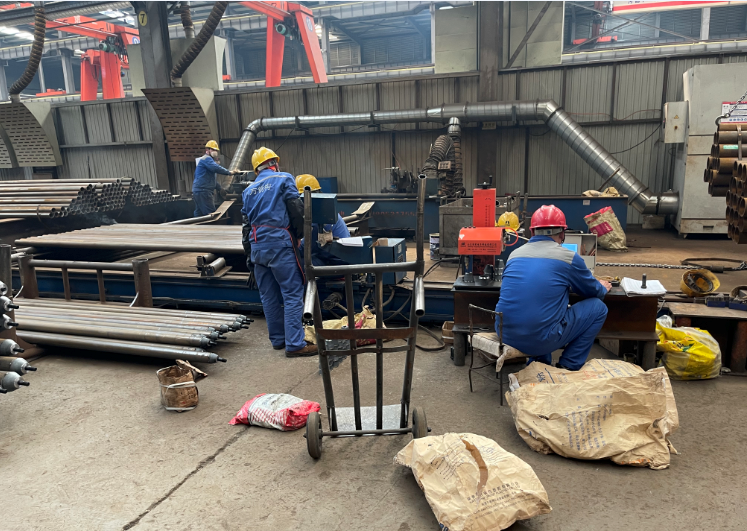
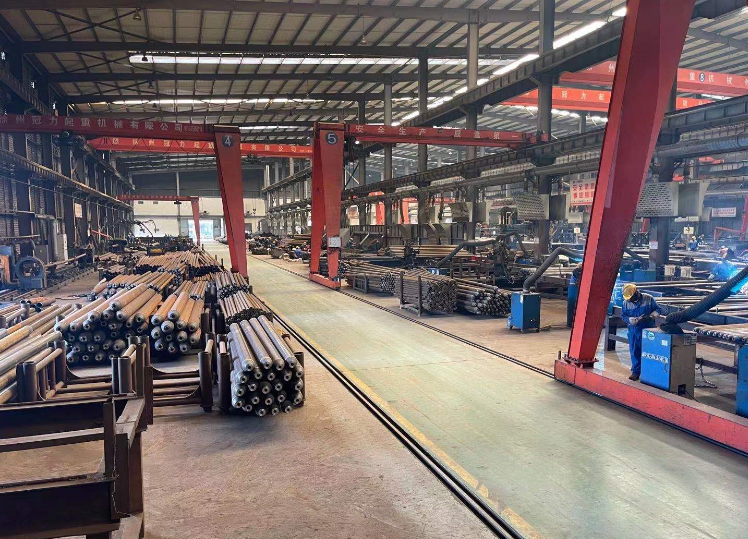
加工车间
免费设计 13338973218
加工车间
加工车间
加工车间
加工车间
加工车间
不锈钢加工成品
不锈钢加工
加工成品
杆件加工
加工设备
加工车间
加工车间
加工车间
加工车间
加工车间
不锈钢加工成品
不锈钢加工
加工成品
杆件加工
查看详情
产品体系
索膜结构
不锈钢网架
管桁架
网架结构
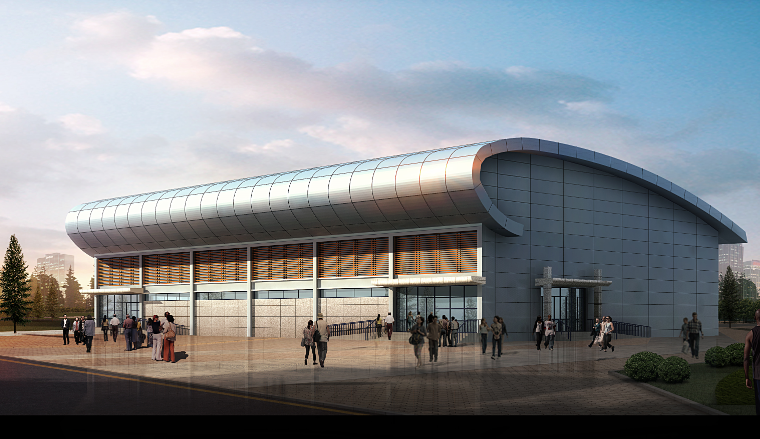
工程案例
免费设计 13338973218
大连瑞柏广场网架工程
菲律宾考斯瓦根电厂
策克口岸
滁州长城影视基地
河南民权标志
无锡水上乐园
神木市民健身中心
神农架体育馆
双辽市民活动中心
不锈钢网架安装
大连瑞柏广场网架工程
菲律宾考斯瓦根电厂
策克口岸
滁州长城影视基地
河南民权标志
无锡水上乐园
神木市民健身中心
神农架体育馆
双辽市民活动中心
查看更多
荣誉资质
免费设计 13338973218
营业执照
资质证书
资质证书
资质证书
资质证书
资质证书
资质证书
资质证书
营业执照
资质证书
资质证书
资质证书
资质证书
资质证书
资质证书
资质证书
资质证书
查看更多
新闻资讯
免费设计 13338973218
2018-12-26
网架加工与桁架加工有什么区别
2018-12-26
网架工程质量的施工要点
2018-12-26
网架钢结构作为建筑的主体自然会成为验收的重点
2018-12-26
网架钢结构住宅现行处于什么状况?
2018-12-26
无锡市网架高空合拢全过程
2018-12-26
宁波网架钢结构建筑有何隐患
查看更多
首页
电话
留言
微信
复制成功
微信号:
添加微信好友,获取跟多案例
知道了